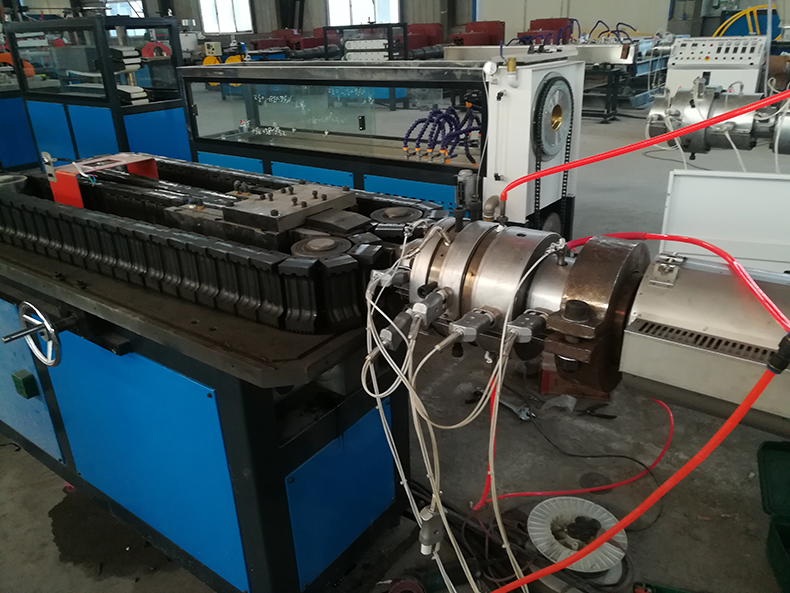
pe管材生产线包括:加料系统、单螺杆挤出机、pe管材专用模具、定径、冷却系统、牵引机、收券机、控制系统。 挤出机是管材挤出生产线的重要核心部件之一, 管材加工使用的主机都是单螺杆挤出机。在单螺杆挤出机设计中, 如何实现在低加工温度下高速挤出管材是一个关键技术。在螺杆设计上,采用了bm结构与屏障式结构相结合, 并增加了特殊的混炼段, 不仅保证了管坯的塑化效果, 而且物料在整个螺杆上的各个区域,熔体压力较低, 压力分布均匀, 同时严格控制剪切作用, 以获得理想的物料温度。

在机筒设计中, 采用了开槽机筒, 特殊设计具有结构的加料衬套, 内孔表面带有多条具有斜度的沟槽, 以保证pe高速喂料, 在加料段设计有一个特殊的冷却装置, 以实现对机筒喂料区域的温度控制并与相邻的机筒高温区隔离。机筒各段有可控温的加热段, 采用强制风冷, 挤出机产量具有良好的线性关系(便于同牵引速度同步调节), 为了实现高速挤出, 减速箱采用高扭矩、低噪声的减速箱, 电机功率相应配套。